


Specification: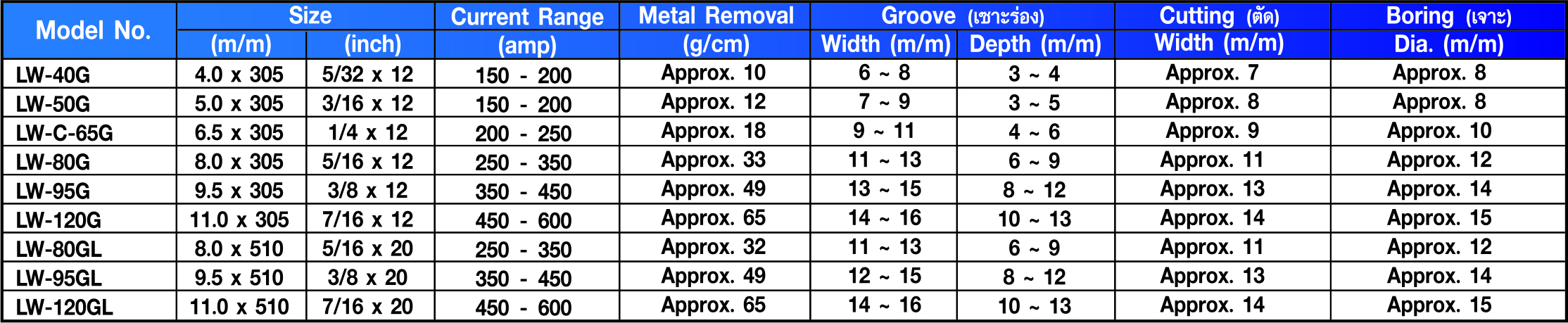
- High metal removal rate
- Excellent arc stability
- Low electrical resistant
- Uniform diameter
- Suitable for gouging on Steel, Stainless steel, Cast iron and Copper.

Specification:

Welding Consumables
Characteristics: LINKWELD MIG Aluminium Wires It is a magnesium-alloyed aluminum. With good corrosion resistance when exposed to salt water. It is suitable for welding base metals 5050, 5052, 5083, 5356, 5454 and 5456. Classification: AWS A5.10 ER5356 Typical chemical composition of weld metal (wt%) Si Mn Mg Fe Al < 0.2 0.15 5.0 < 0.20


Welding Consumables
Characteristics: LSF-38 is an active flux. It is designed for butt or fillet welding on sheet metal with nice bead appearance, porosity resistance and good slag removal. It is recommended for single pass welding steel plate under 25 mm thick. Applications: Typical applications include pressure vessels, H beam, pipe-mill application, shipbuilding and general steel structure.


Welding Consumables
Super Welding Crack Checker Liquid penetrant test is one of the most popular Nondestructive testing (NDT) methods in the industry. When compare with to other NDT methods. This methods is economical, versatile, and requires minimal training, Liquid penetrant test check for material flaws open to the surface This fluid(Penetrant) seeps into any defects such as

Welding Consumables
Characteristics: The weld metal of LKE-312 is a 29%Cr-9Ni% type stainless steel containing large content of ferrite which made it good crack resistance. Applications: It is excellent for the welding of dissimilar metals, cladding steel and steels with high hardenability. Notes on Usage: 1.Dry the electrodes at 200-250 °C for 60 minutes and keep at

Welding Consumables
Characteristics: LKT-56 is designed for welding of mild steel and 490N/mm2 grade steel. Commonly used is butt or fillet welding. As an all-position welding rod for TIG welding, it is especially suitable for the root pass of pipe welding. Applications: It is suitable for welding of high pressure piping for shipbuilding, petro chemistry and nuclear
Welding Consumables
Characteristics: The weld metal of LKE-308L is a rutile electrode for welding low carbon 18Cr-8Ni stainless steel. LKE-308L contains low carbon to avoid carbide precipitation during welding. Applications: It is suitable for welding of stainless steel piping in refinery, oil and gas industries, and chemical plants. Notes on Usage: 1.Dry the electrodes at 200-250°C for

