


Specification: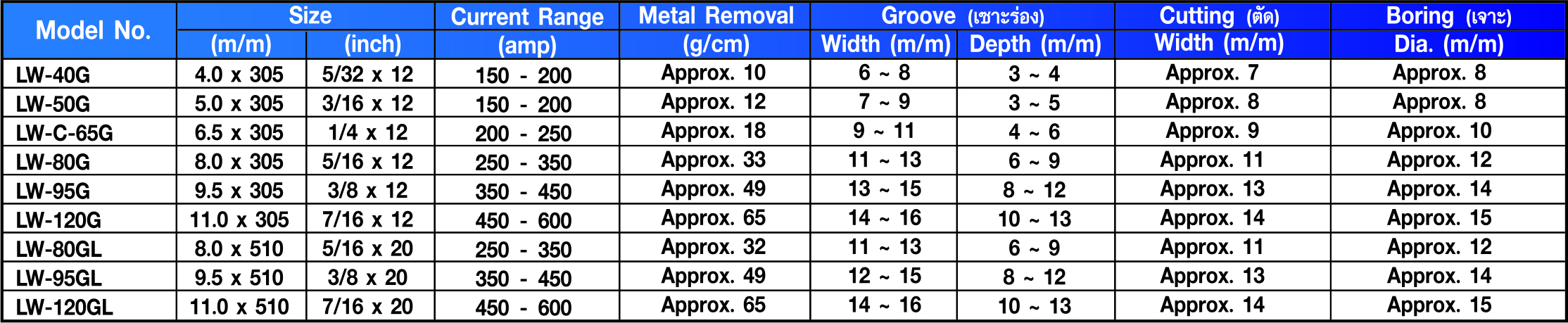
- High metal removal rate
- Excellent arc stability
- Low electrical resistant
- Uniform diameter
- Suitable for gouging on Steel, Stainless steel, Cast iron and Copper.

Specification:

Welding Consumables
Characteristics: It is a silicon-alloyed aluminum. It is suitable for welding base metal 3003, 3004, 5052, 6061, 6063 and casting alloys 43, 355, 356 and 214. Classification: AWS A5.10 : ER4043 ASME SFA-5.10 : ER4043 Typical chemical composition of weld metal (wt%) Si Mn Zn Fe Al 5.0 0.02 0.05 0.20 Bal Typical mechanical properties

Welding Consumables
Linkweld stainless steel cleaner is a gel-type chemical applied with a brush to descale the heavy weld. It removes discolorations heat welding area caused due to heat evolution during welding. Can clean 90 – 100 meters of weld seams in 1 kg of gel Properties – easily use – descale from welding – remove discolorations

Welding Consumables
Characteristics: LSF-38 is an active flux. It is designed for butt or fillet welding on sheet metal with nice bead appearance, porosity resistance and good slag removal. It is recommended for single pass welding steel plate under 25 mm thick. Applications: Typical applications include pressure vessels, H beam, pipe-mill application, shipbuilding and general steel structure.

Welding Consumables
Characteristics: LINKWELD MIG Aluminium Wires It is a magnesium-alloyed aluminum. With good corrosion resistance when exposed to salt water. It is suitable for welding base metals 5050, 5052, 5083, 5356, 5454 and 5456. Classification: AWS A5.10 ER5356 Typical chemical composition of weld metal (wt%) Si Mn Mg Fe Al < 0.2 0.15 5.0 < 0.20

Welding Consumables
Characteristics: LKT-347 is a niobium-bearing rutile electrode for Ti and Nb stabilized 18Cr-8Ni steels. Good intergranular corrosion resistance and heat resistance can be obtained due to its Nb content.It is use for AISI 347, 321, 304L steels. Applications: It is suitable for welding of stainless steel piping, boiler and gas turbine. Notes on Usage: 1.Dry

Welding Consumables
Characteristics: LFC-711 is a flux-cored wire design to be use with CO2 gas. It can be used on all-position welding with both single and multiple pass welds on mild steels and 490N/mm2 high tensile steel. With good impact toughness, less fume, stable arc, easy slag removal and excellent X-Ray inspection. Applications: It is widely used


Welding Consumables
คุณสมบัติ ลวดเชื่อม LKE-9016-G เป็นลวดเชื่อมหุ้มฟลักซ์ชนิดไฮโดรเจนต่ำ ที่ถูกนำไปใช้งานอย่างแพร่หลายในการเชื่อมเหล็กทนแรงดึงสูงระดับ 620 เมกะปาสคาล เพื่อให้ทนแรงดึงได้ดีเยี่ยม, มีความแข็งแรงที่ดีในแนวเชื่อม และ สามารถผ่านการตรวจสอบเอกซเรย์ได้ดีเยี่ยม เหมาะสำหรับงานอู่ต่อเรือ, การผลิตเครื่องจักร, แท่นขุดเจาะน้ำมัน, ท่อทนแรงดันสูง, เหล็กตามมาตาฐาน ASTM A202/486 Gr90/736 Gr3, ฯลฯ ข้อแนะนำในการใช้งาน: ควรอบลวดเชื่อมก่อนการใช้งานที่อุณหภูมิ 80ºC บางครั้งจำเป็นต้องใช้ตามวัสดุหรือความหนาของวัสดุ ไม่ควรใช้กระแสไฟเชื่อมสูงเกินกว่าช่วงที่แนะนำ เพราะความร้อนอาจจะทำให้ค่าทนต่อแรงกระแทกลดลง ควรรักษาระยะอาร์คให้สั้นที่สุด เพื่อป้องกันเปลวอาร์คดับ ควรใช้เทคนิคแบคสเต็ป (Backstep Technique) ในการเริ่มต้นการเชื่อม เพื่อป้องกันการเกิดฟองอากาศที่จุดเริ่มต้นรอยเชื่อม การจำแนกประเภท AWS A5.5 E9016-G EN EN757 55 3 Z B T 1 2 JIS Z 3212 D5816 ตำแหน่งการเชื่อม: องค์ประกอบทางเคมีทั่วไปของโลหะเชื่อม (%โดยน้ำหนัก) C

