


Specification: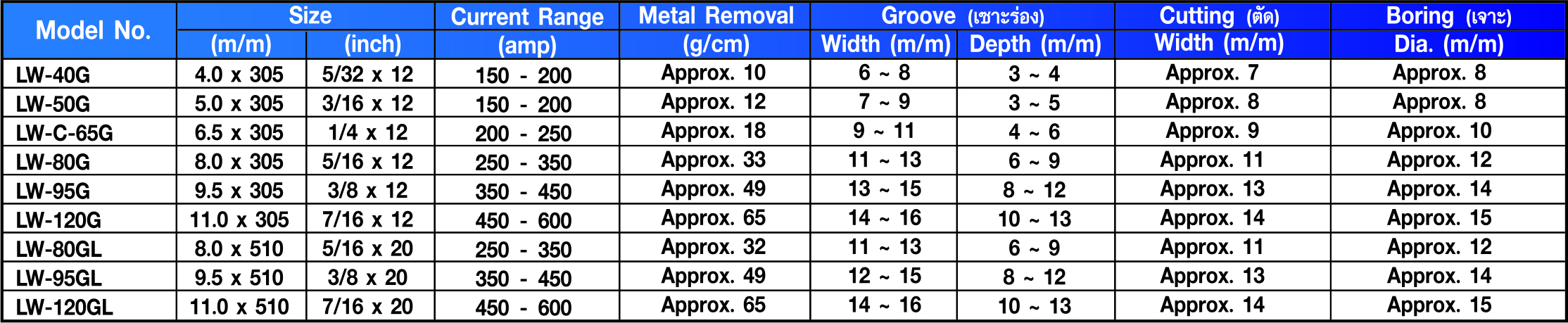
- High metal removal rate
- Excellent arc stability
- Low electrical resistant
- Uniform diameter
- Suitable for gouging on Steel, Stainless steel, Cast iron and Copper.

Specification:


Welding Consumables
Characteristics LKM-56 is designed for welding of mild steel and 490N/mm2 grade steel. Commonly used is butt or fillet welding. It performs with smooth wire feeding, stable arc, low spatter loss and high deposition efficiency. Applications: It is suitable for welding of vehicles, ships, buildings and bridges. Classification: AWS A5.18 ER70S-6 JIS Z3312 YGW12 Typical

Welding Consumables
Characteristics: LFC-711 is a flux-cored wire design to be use with CO2 gas. It can be used on all-position welding with both single and multiple pass welds on mild steels and 490N/mm2 high tensile steel. With good impact toughness, less fume, stable arc, easy slag removal and excellent X-Ray inspection. Applications: It is widely used


Welding Consumables
Characteristics: Heat resistance, corrosion resistance and toughness of LKE-310 are good. The weld metal is a full austenite structure containing 25%Cr-20%Ni. It is not necessary to preheat and postweld heat treatment. Applications: It is suitable for the welding of dissimilar metals, low-temperature service stainless steel, mild steel and Cr-Mo steel. Notes on Usage: 1.Dry the

Welding Consumables
Characteristics: LKT-56 is designed for welding of mild steel and 490N/mm2 grade steel. Commonly used is butt or fillet welding. As an all-position welding rod for TIG welding, it is especially suitable for the root pass of pipe welding. Applications: It is suitable for welding of high pressure piping for shipbuilding, petro chemistry and nuclear

Welding Consumables
Linkweld stainless steel cleaner is a gel-type chemical applied with a brush to descale the heavy weld. It removes discolorations heat welding area caused due to heat evolution during welding. Can clean 90 – 100 meters of weld seams in 1 kg of gel Properties – easily use – descale from welding – remove discolorations
Welding Consumables
Characteristics: LKE-2209 is a designed to weld duplex stainless steels. With excellent pitting corrosion resistance, stress corrosion resistance and crack resistance Applications: It is suitable for welding of chemical equipment, heat exchanger and pipes. Notes on Usage: 1.Dry the electrodes at 200-250°C for 60 minutes and keep at 100-150°C before use. 2.Use lower currents and

